游标卡尺简介
首先,游标卡尺究竟是什么?
游标卡尺是一种将主尺与游标尺一体化的测量工具,在制罐业及车床、铣床加工现场中,是最常使用的基本测量仪器。
游标卡尺的一大特点是具有副尺(游标)刻度
副尺(游标)刻度是一种与刻度配合使用,以便读取更小数值的装置,它是将19毫米(或39毫米)分成20等份(或50等份)的刻度。此时,若为20等分刻度,最小读数值为0.05毫米;若为50等分刻度,则为0.02毫米。另外,游标卡尺的量程规格多样,标准范围是100mm到1000mm。
游标卡尺的种类(机械版)
 |
 |
 |
 |
|
标准型游标卡尺
|
LR游标卡尺
|
表盘式游标卡尺
|
长爪型游标卡尺
|
|
这是最常见的游标卡尺
|
左右手通用,操作自如
|
无需副尺(游标)即可直接读取测量值
|
杆身较长,最适合用于测量深孔部位和大直径工件等的测量
|
游标卡尺的种类(数字版)
 |
 |
 |
 |
|
数字游标卡尺
|
孔距专用数字游标卡尺
|
带超硬刀头的数字游标卡尺
|
数字长尺游标卡尺
|
|
最常见的数字游标卡尺
|
可快速测量孔心距
|
配备硬质合金测头,特别适用于粗糙工件、砂轮、铸件等材料的测量
|
这是一款带有微调功能的游标卡尺,非常适合测量大型工件
|
刻度读取方法(机械版)
测量数值通过读取“主尺刻度读数 + 副尺(游标)刻度读数”获得。如下图所示刻度读数:示例1的测量值为73.00mm,示例2为73.50mm,而示例3的测量值则为73.55mm。
刻度的读取方法
测量值=主尺刻度+游标尺刻度
读数时,先读取主尺刻度,再将其与副尺(游标)刻度中对齐的刻度值相加,即可得出测量值。
游标卡尺的使用方法
测量数值通过读取“主尺刻度读数 + 副尺(游标)刻度读数”获得。如下图所示刻度读数:示例1的测量值为73.00mm,示例2为73.50mm,而示例3的测量值则为73.55mm。
 |
游标卡尺刻度的读法 |
|
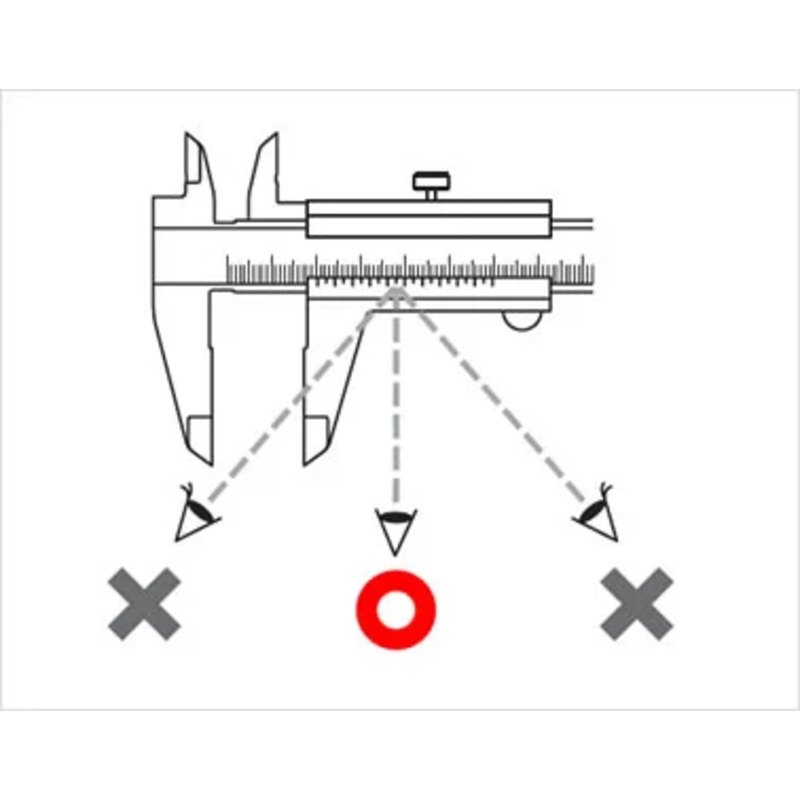
在游标刻度的刻度方向上垂直读取。若测量面未与被测物保持垂直,则会因主尺与副尺(游标)测量面存在高度差而产生视差,导致读数误差。
※为了消除此类由测量者视差引起的误差,才诞生了表盘式游标卡尺和数字式游标卡尺。
|
 |
游标卡尺的测量物件放置方法 |
|
●测量长方体时
应将测量爪与工件的平行表面垂直放置。
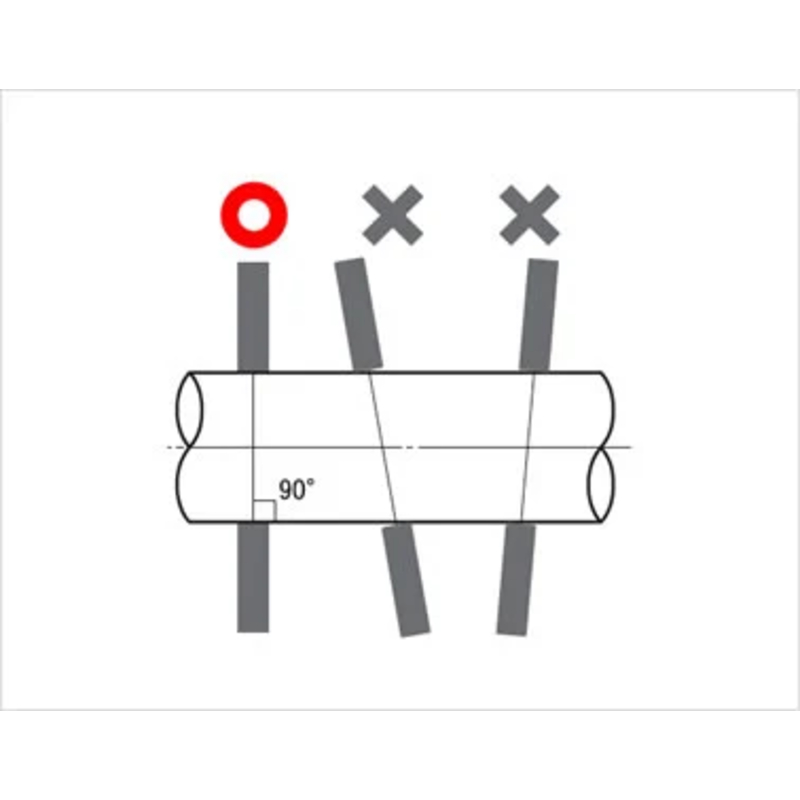
●测量圆柱体时
应使游标卡尺与圆柱体的轴线方向保持直角,再将测量爪贴合工件。
※此时,若直角出现误差,测量值会在较长的一侧(较大的数值)产生误差。
|
阿贝原理
如图1所示,刻度与测量接触部位处于同一直线上的测量仪器,相比图2中非同线布置的仪器,即使滑动部件产生相同角度的倾斜,其引发的测量误差也相对较小。这被称为阿贝原理。
测量压力由滑块承受的游标卡尺,是一种在结构上违背阿贝原则的测量仪器。由于滑块属于可动部件,其内部必然存在一定的配合间隙。该间隙会导致产生与测量方向不一致的力,从而使游标卡尺以被测物为支点向力的方向偏移,致使两个相对的测量爪无法保持平行状态。因此,越靠近测量爪的尖端,误差影响就越大。
另一方面,许多千分尺由于采用了符合阿贝原理的结构设计,因此其误差因素远少于游标卡尺。
※ 通常游标卡尺的测量压力控制在0.98~1.47N(约100克~150克)为宜。
